La resistenza a trazione e a compressione della struttura principale, così come la deviazione delle linee parallele del piano di lavoro, rientrano tutti nei limiti di sicurezza.
La macchina utilizza lamiere d’acciaio Q235B, e tutte le giunzioni tra le lamiere sono provviste di scanalature per garantire la solidità dell’intera struttura.
L’intera macchina è sottoposta a trattamento di ricottura e distensione per assicurare rigidità, resistenza, precisione e stabilità strutturale.
La lavorazione viene eseguita in un’unica fase mediante una fresatrice a portale di alta precisione, per garantire il parallelismo e la perpendicolarità di ogni punto di installazione.
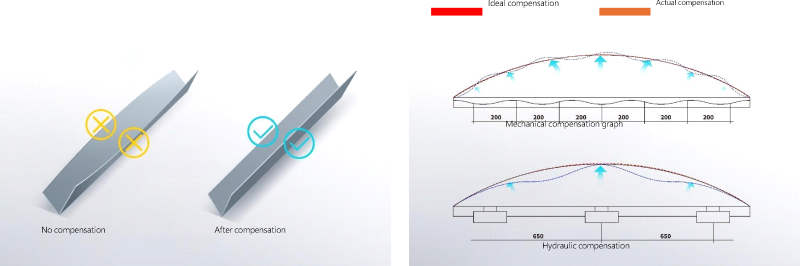
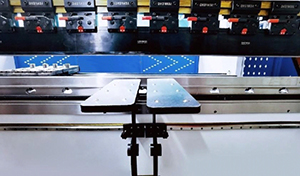
Processo di compensazione della piegatura
Il sistema di compensazione della deformazione (apertura) del pannello laterale del telaio è progettato e sviluppato da un team tecnico specializzato. Attraverso un telaio a “C”, indipendente dalla struttura del pannello laterale del telaio, e uno speciale dispositivo di bilanciamento a regolazione automatica installato su di esso, è possibile evitare efficacemente gli errori di feedback di posizione del righello ottico causati dalla deformazione (apertura) del pannello sotto la forza di reazione durante il processo di piegatura, garantendo così un’elevata precisione di piegatura.
Sistema meccanico di compensazione della flessione (asse V)
È composto da cunei lavorati e trattati termicamente in modo specifico. La compensazione del disallineamento relativo tra ciascun gruppo di cunei è progettata in base alle forze e deformazioni che si generano sulla trave superiore e inferiore durante il lavoro.
Il sistema di controllo numerico è in grado di calcolare l’entità della compensazione necessaria per le travi superiore e inferiore in base alla forza di carico applicata durante la piegatura del pezzo, e controlla automaticamente il movimento relativo dei cunei, compensando in modo efficace la flessione e la deformazione delle travi.
Sistema meccanico di compensazione della flessione (asse V)
È composto da cunei lavorati e trattati termicamente in modo specifico. La compensazione del disallineamento relativo tra ciascun gruppo di cunei è progettata in base alle forze e deformazioni che si generano sulla trave superiore e inferiore durante il lavoro.
Il sistema di controllo numerico è in grado di calcolare l’entità della compensazione necessaria per le travi superiore e inferiore in base alla forza di carico applicata durante la piegatura del pezzo, e controlla automaticamente il movimento relativo dei cunei, compensando in modo efficace la flessione e la deformazione delle travi.
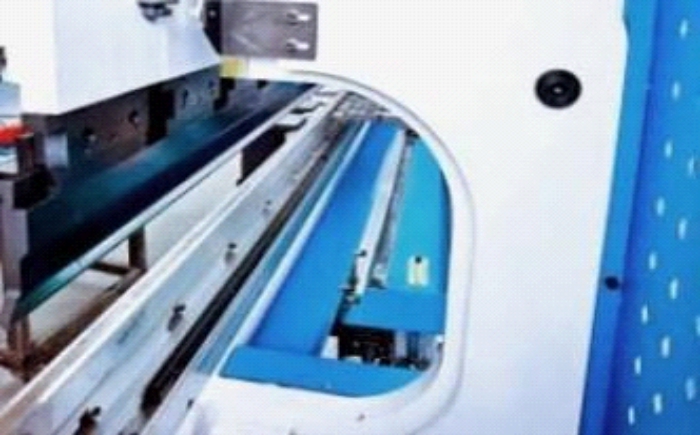
Modulo di trascinamento anteriore
Il supporto anteriore è sostenuto da rulli che scorrono lungo una guida lineare nella direzione dell’asse Z, permettendo uno spostamento manuale verso sinistra e destra. L’altezza può essere facilmente regolata tramite una manopola. Su richiesta, è possibile dotare il supporto di travi allungate speciali con aree di parcheggio dedicate.
Modulo di trascinamento anteriore
Risposta ad alta frequenza (12 ms), facile da configurare;
Amplificatore integrato incorporato;
Sensore integrato di feedback di posizione di precisione;
Il controllo ad anello chiuso è più accurato,
La curva di controllo del flusso presenta una migliore linearità;
Bassa perdita di pressione e basso valore calorifico.
Modulo di trascinamento anteriore
Il supporto anteriore è sostenuto da rulli che scorrono lungo una guida lineare nella direzione dell’asse Z, permettendo uno spostamento manuale verso sinistra e destra. L’altezza può essere facilmente regolata tramite una manopola. Su richiesta, è possibile dotare il supporto di travi allungate speciali con aree di parcheggio dedicate.
Modulo di trascinamento anteriore
Risposta ad alta frequenza (12 ms), facile da configurare;
Amplificatore integrato incorporato;
Sensore integrato di feedback di posizione di precisione;
Il controllo ad anello chiuso è più accurato,
La curva di controllo del flusso presenta una migliore linearità;
Bassa perdita di pressione e basso valore calorifico.